歡迎來到四川自考網(wǎng),今天是2024年7月14日
添加微信號

關(guān)注公眾號





全國2005年10月高等教育自學(xué)考試
機(jī)械制造試題
課程代碼:02230
一、單項(xiàng)選擇題(本大題共20小題,每小題1分,共20分) 在每小題列出的四個(gè)備選項(xiàng)中只有一個(gè)是符合題目要求的,請將其代碼填寫在題后的括號內(nèi)。錯(cuò)選、多選或未選均無分。 1.金屬進(jìn)行冷塑性變形時(shí),其位錯(cuò)密度與強(qiáng)度的變化趨勢是( ) A.位錯(cuò)密度增大,強(qiáng)度提高 B.位錯(cuò)密度增大,強(qiáng)度降低 C.位錯(cuò)密度減小,強(qiáng)度提高 D.位錯(cuò)密度減小,強(qiáng)度降低 2.金屬化合物Fe3C的力學(xué)性能特點(diǎn)是( ) A.軟而脆 B.軟而韌 C.硬而脆 D.硬而韌 3.Fe—Fe3C相圖中,C點(diǎn)表示( ) A.純鐵的熔點(diǎn) B.滲碳體的熔點(diǎn) C.共晶點(diǎn) D.共析點(diǎn) 4.在鑄造生產(chǎn)中,最基本的方法是( ) A.金屬型鑄造 B.離心鑄造 C.熔模鑄造 D.砂型鑄造 5.當(dāng)鑄件的壁厚不均勻時(shí),在厚壁處易產(chǎn)生( ) A.裂紋 B.縮松 C.冷隔 D.夾渣 6.金屬再結(jié)晶退火的目的是( ) A.改變晶體結(jié)構(gòu) B.提高晶體位錯(cuò)密度 C.消除加工硬化和殘余應(yīng)力 D.得到不等軸的晶粒 7.批量生產(chǎn)連桿零件,應(yīng)采用的毛坯制造方法是( ) A.自由鍛造 B.模型鍛造 C.沖壓 D.擠壓 8.氣焊時(shí)常用的氣體是( ) A.H2和O2 B.H2和C2H2 C.O2和C2H2 D.H2和CO 9.手工電弧焊屬于( ) A.電阻焊 B.摩擦焊 C.釬焊 D.熔焊 10.焊接件在焊接前是否需要開坡口主要決定于( ) A.焊接件的厚薄 B.焊接電流的大小 C.焊接接頭型式 D.焊縫的位置 11.車削加工中影響已加工表面殘留面積大小的主要因素是( ) A.切削速度vc B.進(jìn)給量f C.背吃刀量ap D.工件轉(zhuǎn)速n 12.車削外圓縱向走刀時(shí),切削分力中最大的是( ) A.軸向力 B.徑向力 C.切向力 D.背切削力 13.為改善低碳鋼工件的切削加工性能,應(yīng)選用的熱處理方法是( ) A.退火 B.正火 C.淬火 D.調(diào)質(zhì) 14.車削細(xì)長軸時(shí),刀具主偏角Kr最好選用( ) A.45° B.60° C.75° D.90° 15.淬硬工件上孔的精加工,一般應(yīng)選用( ) A.擴(kuò)孔 B.鉸孔 C.鏜孔 D.磨孔 16.在加工表面、刀具、切削速度與進(jìn)給量均不變的情況下所連續(xù)完成的那部分工藝過程稱為( ) A.工序 B.工步 C.工位 D.安裝 17.機(jī)械制造企業(yè)中,從原材料進(jìn)貨到制成的產(chǎn)品投入市場,其所有勞動(dòng)過程的總和稱為( ) A.生產(chǎn)過程 B.產(chǎn)品開發(fā)過程 C.工藝過程 D.加工過程 18.軸類零件在各道工序中均采用中心孔作定位基準(zhǔn),是符合( ) A.基準(zhǔn)重合原則 B.基準(zhǔn)統(tǒng)一原則 C.互為基準(zhǔn)原則 D.自為基準(zhǔn)原則 19.套類零件以圓孔為基準(zhǔn)面,在長圓柱芯軸上定位時(shí),被限制的自由度數(shù)為( ) A.3 B.4 C.5 D.6 20.在工藝尺寸鏈中,最后形成的也是間接得到保證的那一環(huán)稱為( ) A.封閉環(huán) B.組成環(huán) C.增環(huán) D.減環(huán) 二、填空題(本大題共30空,每空1分,共30分) 請?jiān)诿啃☆}的空格中填上正確答案。錯(cuò)填、不填均無分。 21.體心立方晶格的晶胞原子數(shù)為___________個(gè),面心立方晶格的晶胞原子數(shù)為___________個(gè)。 22.按照溶質(zhì)原子在溶劑晶格中分布的不同,可將固溶體分為___________固溶體和___________固溶體兩大類。 23.鑄造生產(chǎn)中,造型方法有___________造型和___________造型兩種。 24.金屬在再結(jié)晶溫度以下進(jìn)行的塑性變形稱為___________塑性變形,在再結(jié)晶溫度以上進(jìn)行的塑性變形稱為___________塑性變形。 25.手工電弧焊用的焊條是由___________和___________組成。 26.切削刀具角度測量中,在正交平面內(nèi)測量的___________與___________之間的夾角稱后角α0。 27.對有色金屬工件外圓的精加工,一般應(yīng)選用___________的加工方法;對有色金屬工件圓孔的精加工,一般應(yīng)選用___________的加工方法。 28.背吃刀量ap指的是___________表面與___________表面之間的垂直距離。 29.一般講,刀具前角愈大,其切削性愈___________,刀具強(qiáng)度愈___________。 30.縱磨法磨削外圓時(shí),___________向磨削力比___________向磨削力大。 31.工件裝夾包括___________和___________兩個(gè)過程。 32.機(jī)械加工質(zhì)量包括___________和___________兩個(gè)方面。 33.常見的調(diào)整裝配法有___________調(diào)整法、___________調(diào)整法和誤差抵消調(diào)整法三種。 34.定位誤差包括___________誤差和___________誤差兩部分。 35.夾具的基本夾緊機(jī)構(gòu)有___________夾緊、___________夾緊和偏心夾緊三種。 三、簡答題(本大題共6小題,每小題5分,共30分) 36.指出下列各種鋼的類別,并大致說明碳的質(zhì)量分?jǐn)?shù)。 Q215 45 T10 40Cr GCr15 37.簡述工件滲碳淬火的應(yīng)用場合與目的。 38.什么叫分型面?確定分型面的原則的哪些? 39.何謂擠壓?并簡述其應(yīng)用范圍。 40.何謂車刀的工作角度?車刀安裝高低、歪斜時(shí)對標(biāo)注角度有何影響? 41.簡述砂輪的自銳性。 四、分析計(jì)算題(本大題共2小題,每小題10分,共20分) 42.如圖所示零件,加工時(shí)的粗、精基準(zhǔn)應(yīng)如何選擇(標(biāo)有
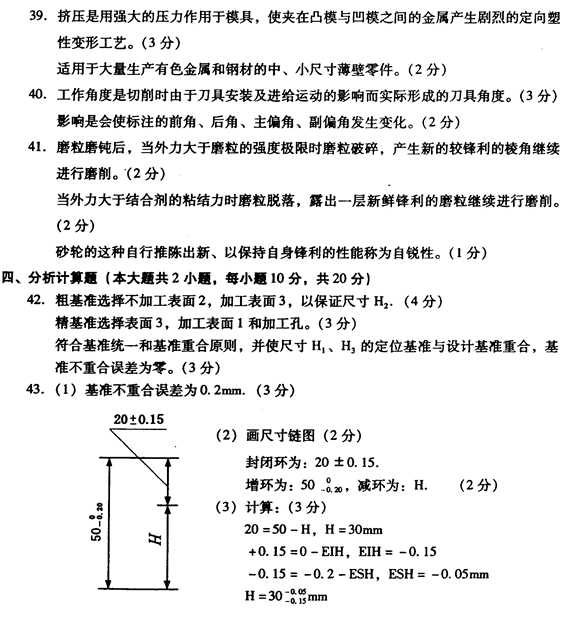
43.如圖所示為某工序參考圖,現(xiàn)采用調(diào)整法加工臺階面C,求基準(zhǔn)不重合誤差,并計(jì)算尺寸H及其偏差。